For low-pressure regulators, this concludes the functional test. In the case of medium-pressure regulators, safety devices are prescribed due to the increased hazard potential, and these must also be tested as part of the functional test.
In practice, in most cases a safety shut-off valve (SSV) is used. In the event of an impermissibly high pressure (e.g. due to failure of the GPR) in the downstream pipeline system, this valve ensures that the gas supply is cut off, so that the pipeline system, the gas meter, the gas boiler, etc. are not damaged by the higher upstream pressure (mains pressure).
In normal operation, the valve is open. Optionally, a gas shortage safety device (GMS – from German Gasmangelsicherung), a gas flow monitor (GS – from German Gasströmungswächter) and/or a safety relief valve (SBV – from German Sicherheitsabblaseventil) for leakage gas quantities are installed at or together with some GPRs. However, we do not want to go into this in more detail here, but concentrate on the SSV.
With the SSV, the upper set pressure and slab tightness are usually tested. This requires a controlled pressure increase in the downstream piping system to test the upper response pressure or shut-off point of the SSV.
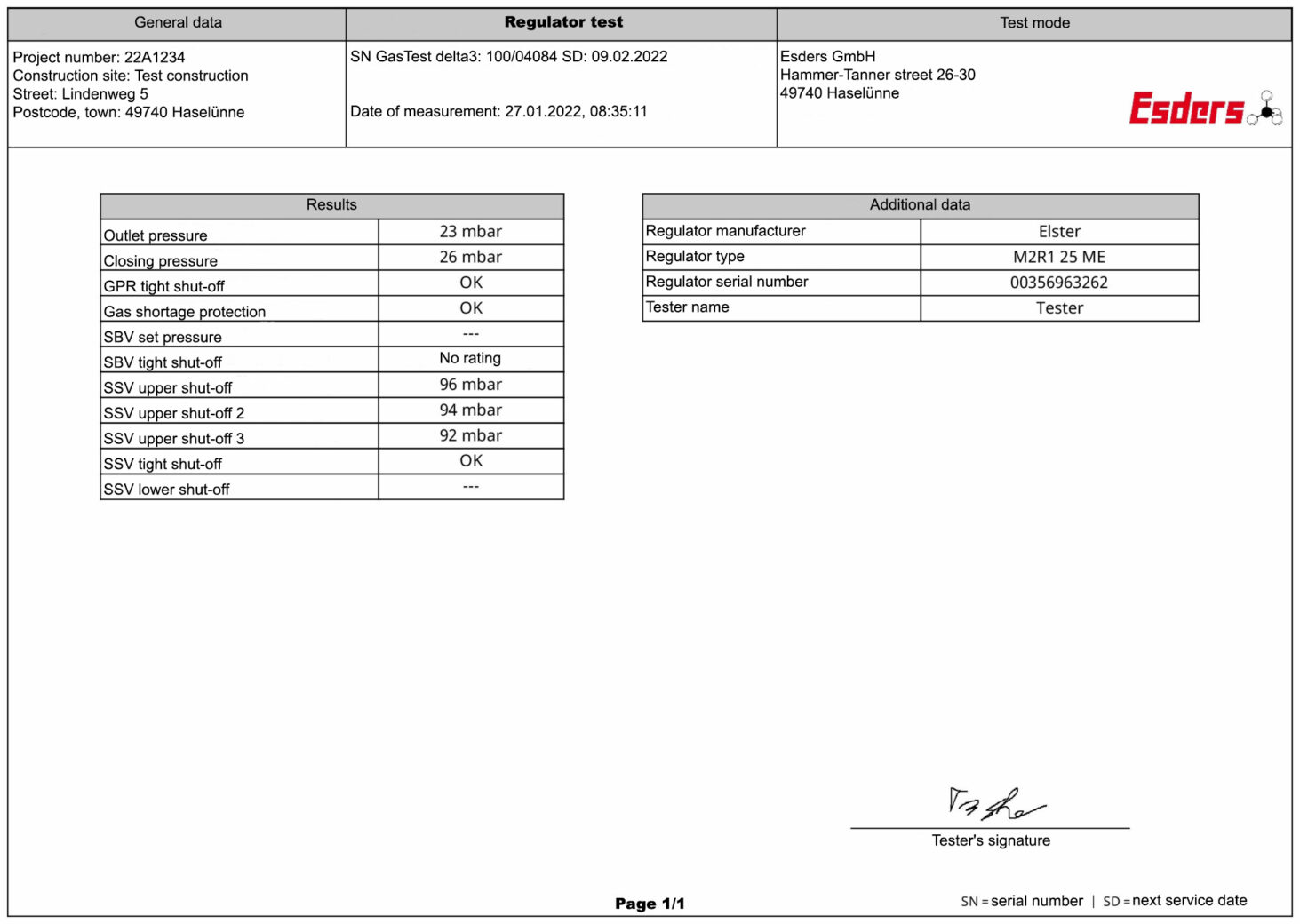
For the switch-off point, a response group (AG – from German Abschaltpunkt) applies, which indicates the percentage permissible deviation from the response pressure. The corresponding information can also be found on the type plate of the GPR. Under the abbreviation pso (Druck SAV „Oben“ = Pressure SSV “Top”) you will find the upper response pressure that leads to the closing of the SSV and thus to the disconnection of the gas supply and under AG (Ansprechgruppe = response group) the permissible deviation for this.
The values for the upper response pressure can vary depending on the GPR and are usually between 60 and 100 mbar. A tolerance of +/- 10% usually applies to the AG.
There are again various possibilities for putting pressure on the downstream system. However, it is important to ensure that components that cannot withstand the increased pressure are not exposed to it. In addition, the volume to be pressed on should be kept as small as possible so that pipe parts that are not to be tested are not included. Before the test, you should think about a suitable connection to the GPR and, if necessary, briefly dismantle components (e.g. gas meters) or exclude downstream parts of the pipeline system from the test by using appropriate seals (e.g. meter seal for single-pipe regulators).
The chimney sweep function cannot be used at this point because this only allows gas to be taken off, but not the pipe to be pushed open.
The use of a hand pressure ball is also not recommended, as this forces air into the pipe system, which can lead to a malfunction of the gas boiler. It is also very difficult to increase the pressure in a controlled way in this way.
We therefore recommend the variant mentioned above with the pump built into the meter. The advantage of this variant is the controlled gas pressure in the pipeline. This gas is taken from the system beforehand. It is therefore also important that the main shut-off device (HAE – from German Hauptabsperreinrichtung) remains open during the entire test. Moreover, in this way no gas, either unburned or burned, is released into the atmosphere or flared, but is temporarily stored in the gas bladder integrated in the case. This is the preferred method according to the EU methane regulation.
After the SSV has “triggered”, i.e. the valve has shut off further gas supply, the set pressure or shut-off point has thus been reached and stored, the tight shut-off of the SSV (sometimes also called zero shut-off) must still be checked.
The upper response pressure of the SSV can be tested beforehand up to three times in succession, as desired, and the results can be documented in the device. To test the tight seal of the SSV, the pressure must then be released again and the pipeline depressurised. It is also possible to do this with a pump built into the measuring device, which prevents gas escaping and ensures the safety of the process.
After the pressure has been released, it is observed and checked to see if it is stable. According to the regulations, this is repeated if no pressure increase has been detected within three minutes or if it has increased by a maximum of 1 mbar. If there is a larger pressure increase, the SSV is considered to be leaking. This represents a defect that must be remedied. After all tests have been carried out successfully, the SSV must be unlocked again and the normal condition of the system restored.
All recorded values must be documented at the end in the relevant test report, together with specific key GPR data (e.g. model, serial number, etc.) GasTest delta3, combined with our Esders Connect App and associated online portal, offers a wide range of options for this task.







.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)
.jpg?width=100)